TR
TR 
2-Kademe İki Defa Şişirmeli Isıya Dayanıklı Şişe Teknolojisi
2-Kademe İki Defa Şişirmeli Isıya Dayanıklı Şişe Teknolojisi
2-Kademe İki Defa Şişirmeli Isıya Dayanıklı Şişe Teknolojisi Nedir?
- ASB İki Defa Şişirmeli teknolojisi ilk ve ikinci kalıp sistemini kapsar. Bu kapsamda, ilk kalıpta yüksek sıcaklıkta ısı ayarı gerçekleştirilir. İkinci kalıpta şişirilen kabın büzüşmesi ve iç geriliminin azaltılarak ikinci defa şişirilip kabın son şeklinin alması sağlanır.İki defa şişirme teknolojisi sayesinde ısıya dayanıklı şişe ve kavanoz üretilir.
- ASB, 20 yılı aşkın süredir ısıya dayanıklı ambalaj üretme teknolojisi geliştirmektedir. Bu teknoloji ile üretilen ambalajlar, PET ham maddesinin daha farklı alanlarda da kullanılmasını sağlar. Bu alanlar şu şekilde listelenebilir:
- Meyve suyu, çay, turşu, salça, ketçap ve bakterilere karşı hassas pastörizasyon gereken sıcak dolum metodu ile dolumlarında, Temperleme, yüksek ısılarda yıkanıp tekrar doldurulan kaplarda kullanılabilir.
2-Kademe Teknoloji Çalışma Prensibi
1-Preform Enjeksiyonu
Standart 2-Kademe sistemdeki gibi, PM Serisi Preform kalıplama makineleri kullanılrak preform üretilir. Ağız kristallenmesi gerekecek ise normalden daha büyük ölçülerde preform ağzı tasarlanır.

2-Ağız Kristalizasyonu (opsiyonel)
CM Serisi makinelerde ağız kristallenir. Kristalleştirme her zaman gerekli değildir; kapak tipi, dolum ısısı ve ağız detaylarına bağlı olarak gerekebilir.

3-Şişirme Kalıbı
HSB Serisi makine kullanılarak, preform tekrar ısıtılır ve gerdirmeli bir şekilde şişirilir. HSB prosesi açıklamaları için sonraki 3 adıma bakınız.
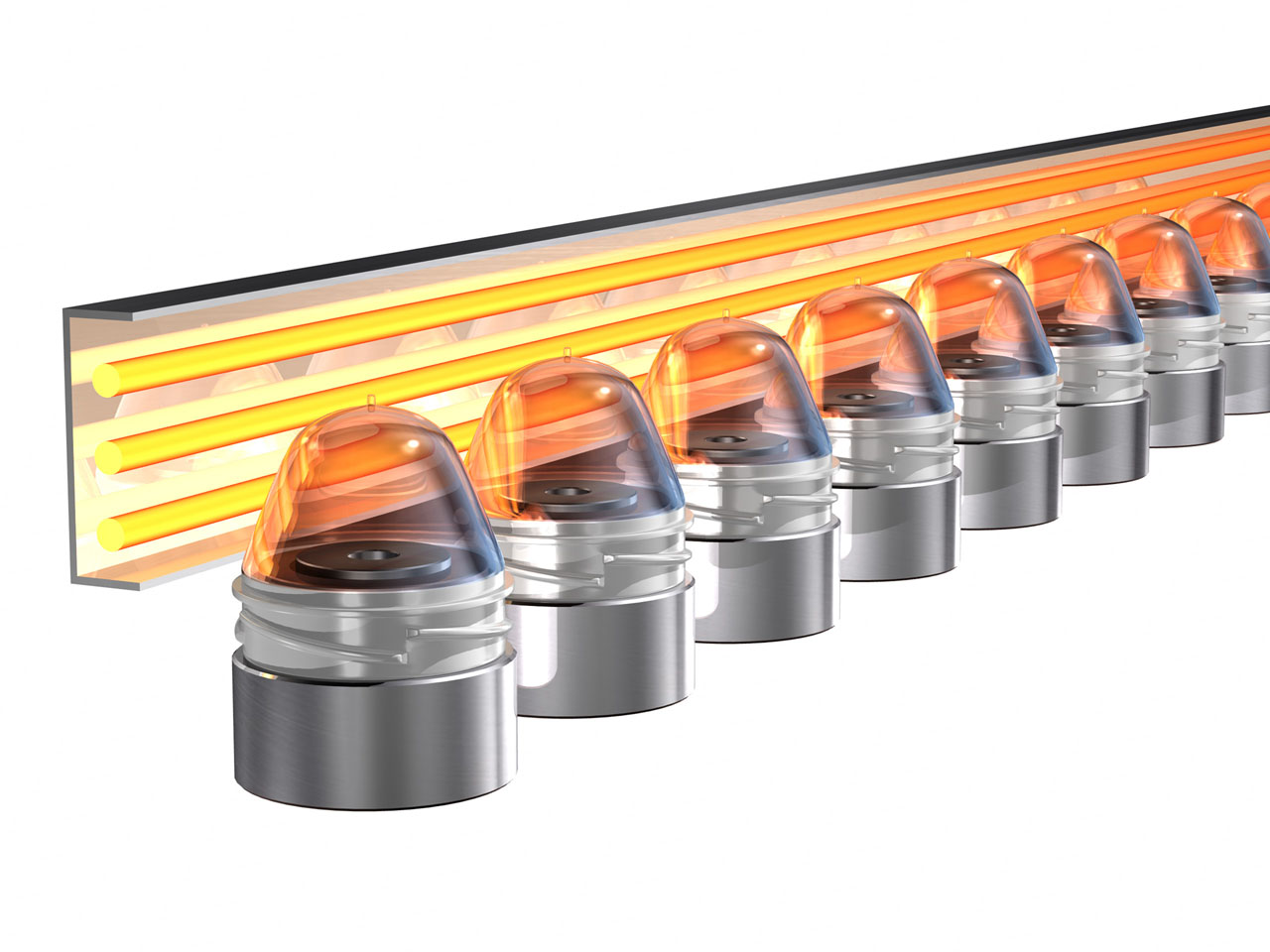
a. Preformu Tekrar Isıtma
Haloken ısı lambalarıyla sağlanan kısıl ötesi ışınlarla ısıtılarak, hassas ve etkin etkin et dağılımı sağlanır. Lambaların pozisyonu ve gücü tamamen kontrol edilebilir.
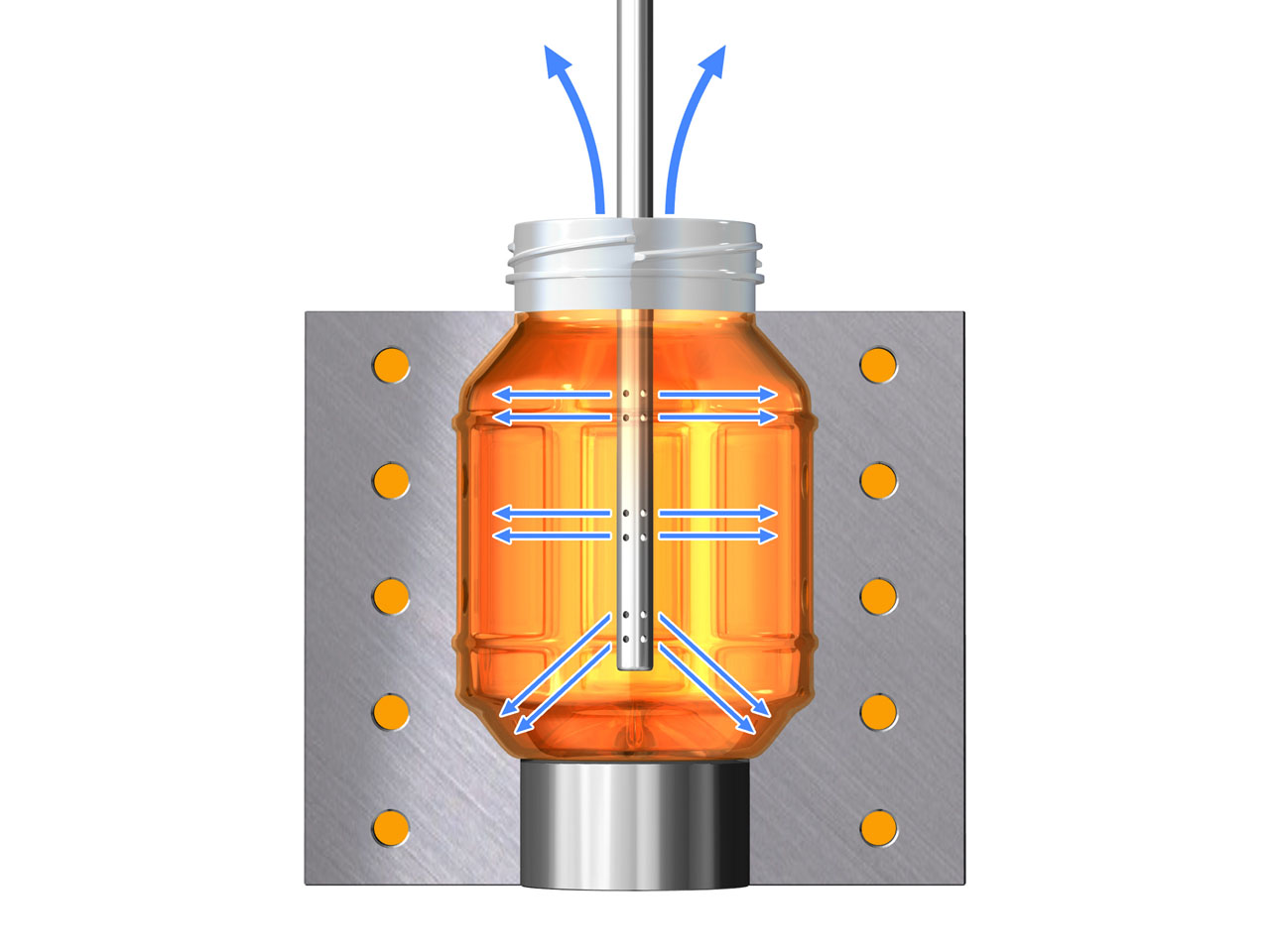
b.İlk Şişirme (Sıcak)
Haloken ısı lambalarıyla sağlanan kısıl ötesi ışınlarla ısıtılarak, hassas ve etkin etkin et dağılımı sağlanır. Lambaların pozisyonu ve gücü tamamen kontrol edilebilir.
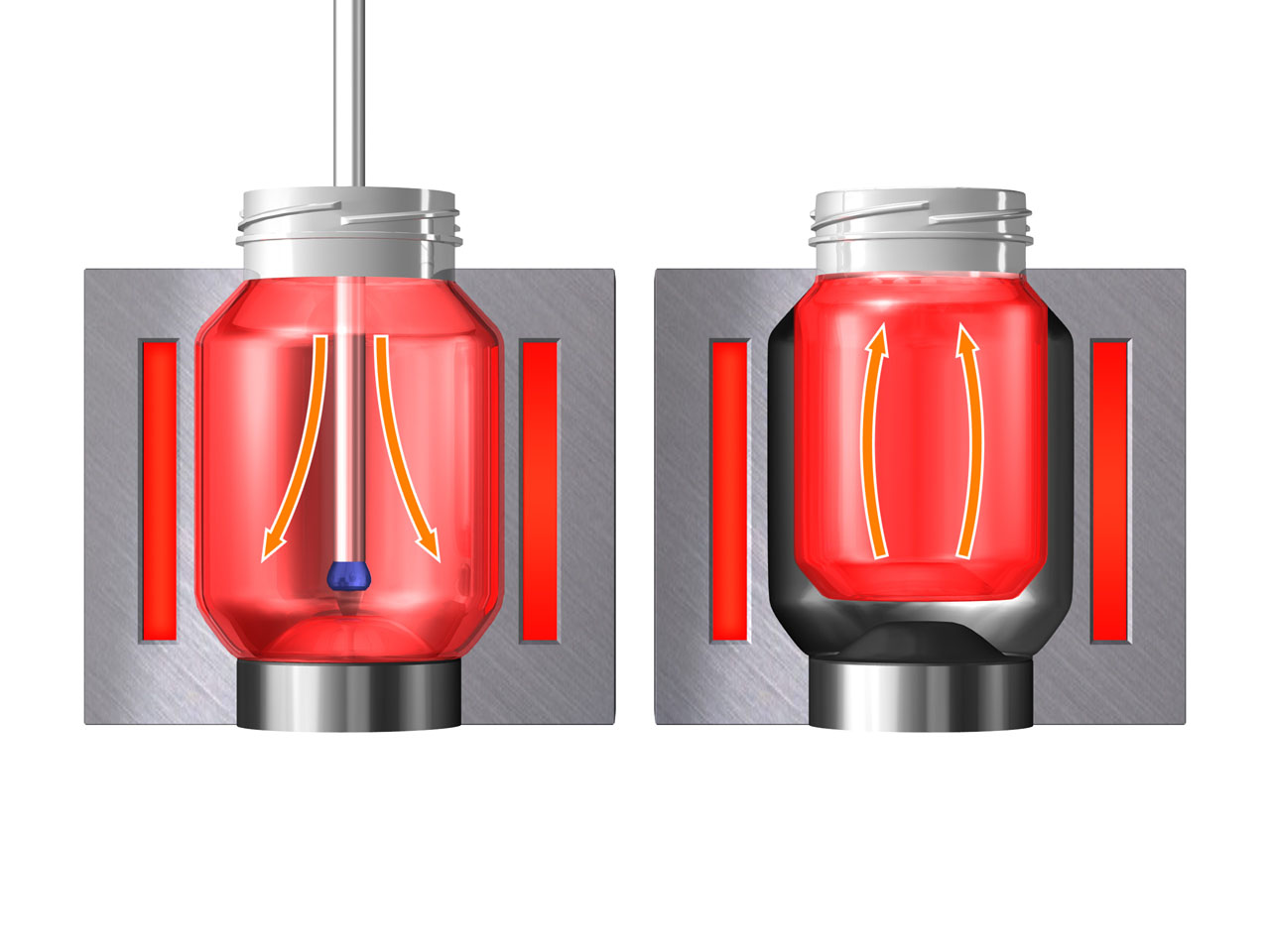
c.İkinci Şişirme (Şartlandırmalı)
Büzülmüş ve kısmen kristallenmiş kap, son şeklinin verileceği ikinci bir şişirme kalıbına aktarılır. Bu kalıp 100 derece civarındadır. Son ambalaj bu kalıbıyüksek kristalizasyon oranı ve düşük stresle terk eder. Bu durumda kap 95 derece sıcaklığındaki dondurulma işlemlerine veya dolum sonrası pastörizasyona uygun hale gelmiş olur.